電子凸輪在拋光機上的應用

一�����、概述
手機鏡片拋光機用于手機鏡片的初加工���,通過機械表面磨削��、拋光液化腐蝕��,從而達到手機玻璃側面平整����,光滑����。
該系統(tǒng)原來方案是液壓系統(tǒng)控制拋光旋轉(zhuǎn)凸輪擠壓主旋轉(zhuǎn)軸上的鏡片以達到拋光目的��。此方案由于從軸跟隨上無法做到快速精準��,所以拋光鏡片不均勻���,廢品率高。
采用麥格米特MC280運動控制器的電子凸輪功能替換液壓系統(tǒng)��,在主軸旋轉(zhuǎn)過程中�����,拋光副軸快速精準地跟隨主軸前進和后退���,從而提高了拋光鏡片的精度,降低了廢品率, 同時拋光鏡片的大小還可隨意更改�����。
二��、控制要求
1���、對于不同尺寸的工件�����,只需在觸摸屏上輸入長�、寬、倒角半徑等數(shù)據(jù)��,拋光機即按新的手機鏡片輪廓進行加工��;
2��、工件各部位要求拋光均勻����,所以在拋光工件的不同部位時,主軸的旋轉(zhuǎn)速度需要隨時調(diào)整��。
拋光過程示意圖如下:
副 軸 主 軸 副 軸

三�����、控制方案
系統(tǒng)主要IO:
- 機座夾具:通過油壓電磁閥控制(將多塊毛坯<鏡片>堆積夾緊����,一起加工,中間用海綿布間隔)���;
- 主軸(旋轉(zhuǎn)軸):通過伺服電機帶動(可變速);
- 副軸(跟隨軸):電子凸輪控制(根據(jù)主軸的轉(zhuǎn)動置前后移動)���;
- 毛刷旋轉(zhuǎn)機構:變頻器控制(副軸帶動毛刷轉(zhuǎn)筒旋轉(zhuǎn)�,速度可調(diào))����;
- 轉(zhuǎn)筒上下移動機構:變頻器控制,速度可調(diào)(工作時�����,轉(zhuǎn)筒毛刷上下移動使工件拋光更充分)����;
- 拋光液循環(huán)泵:拋光過程中�,一直向工件噴灑拋光液。
系統(tǒng)控制圖如右圖所示:
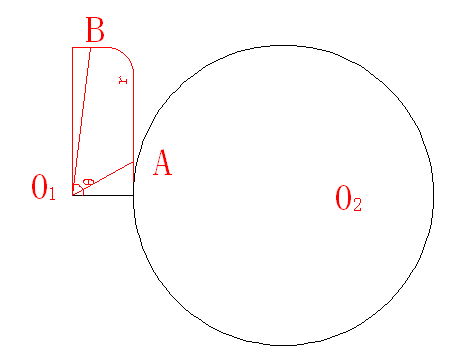
電子凸輪說明:該系統(tǒng)主要實現(xiàn)一主一從的曲線關系����。主軸在轉(zhuǎn)動的同時,從軸跟隨運動��,根據(jù)幾何關系可以得到主、從軸的位置關系����,再根據(jù)脈沖當量算出脈沖數(shù)填入電子凸輪表即可。如下圖�,拋光鏡片各部分時,保持拋光輪和主軸鏡片相切���,只需求出中心點01和圓心O2之間距離即可算出副軸凸輪表�����。
四��、項目總結
1�、MC280系列PLC運動控制性能強大��,最多可控制8軸����,單軸最高脈沖頻率可達200KHZ,支持2����、3軸多種插補�,電子凸輪支持一主四從或者四主四從模式���,運行可靠���,完全能滿足客戶的精度、效率需求���;
2�����、通過標配的Modbus功能控制變頻器�����,降低成本�����,抗干擾性好;
3�����、MC系列PLC的子程序功能,無需將程序全放在主程序中完全掃描��,減少了程序調(diào)試周期以及掃描時間���;
4���、MC280系列PLC軟元件資源豐富(寄存器地址D0-D7999、R0-R32767)�、內(nèi)存容量大,完全滿足電子凸輪等需要大量占用軟元件的系統(tǒng)設計���。



